Steel Surface Inspection System
Traditional quality inspection methods involve manual surface inspection points set up after the cold rolling mill. To detect small defects, the steel coil must be stopped or slowed at the head, middle, and tail sections, which reduces production efficiency. During operation, quality inspectors must closely monitor the steel surface, relying on experience to identify defects, record their locations, and fill out quality record cards.Due to these limitations, inspectors typically record only the guaranteed surface of the steel coil, and documenting both sides is very difficult. In cases of quality disputes, manual record cards can be affected by human error and cannot objectively reflect the true quality of the steel coil, making it hard to convince users and often leading to disagreements.
Currently, the focus for improving steel coil quality is on surface defect detection. Steel coil products are widely used in applications such as building materials, consumer electronics, furniture, and the transportation industry, where appearance quality is particularly critical. Analysis of current steel mill operations shows that over 80% of secondary or defective products are due to surface defects. The main issues include scratches, contamination, incomplete pickling, roll marks, indentation, oil stains, and more. Clearly, enhancing the surface quality of steel coils is essential for increasing the market competitiveness of hot-rolled steel
In today's globalized market, a company's competitive advantage relies not only on low prices but also on precise product quality. To meet modern production demands, automated inspection systems can quickly and accurately detect defects, classify and remove them, and record the results. Through a fully automated workflow, steel strip products managers gain comprehensive insight into the surface quality of their products, and high yield and high efficiency significantly strengthen the company's competitiveness.
System Information
Applications
Surface appearance inspection for rolled steel products in the industrial sector.
Inspection Items
Insect contamination, air bubbles, holes, dents, stains, chisel marks, scratches, creases, roll marks, zinc dross, etc.
Inspection Method
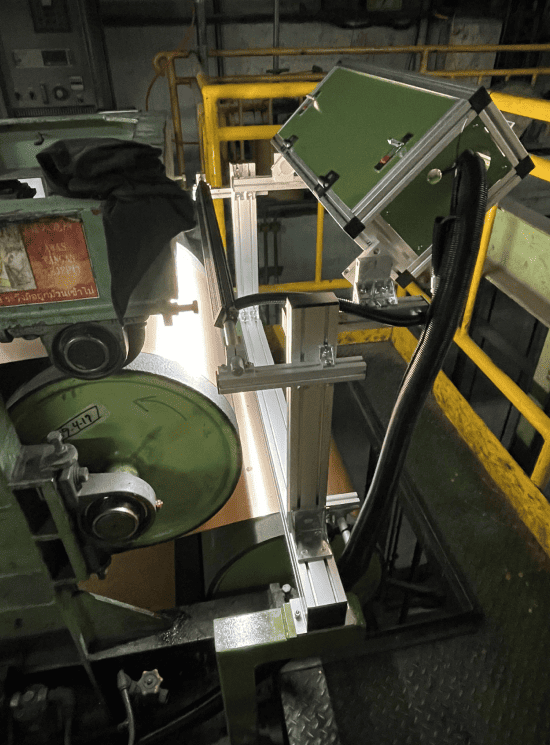
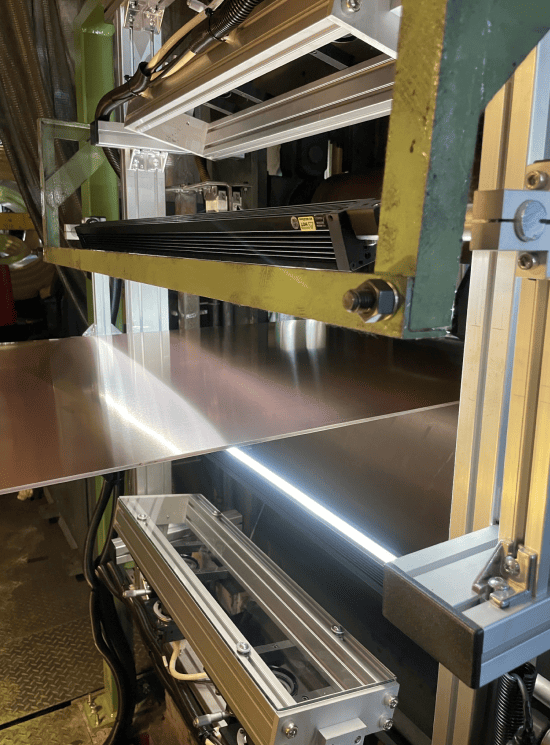
High-resolution linear CCD used for high-speed dynamic roll-to-roll process inspection, improving production yield.
Inspection Speed
Maximum line speed up to 1000 m/min
Warning Method
Abnormal images displayed with audible alarm or automatic label application alert.
Inspection Accuracy
100 μm
Defect Phenomena Reference:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
