これまでの品質管理方式は冷盤後に人手による表面検査点を設置していました。そして小さな欠陥を検査するためには、スチールロールの先頭、中間、末尾で機器を停止または速度を落とす必要があり、生産効率に影響していました。またこの検査の過程では、品質検査員は全神経をスチールロールの表面に集中させ、経験により表面の欠陥を判断して位置を記録し、品質記録カードに記入します。このような制限ある条件下で、品質検査員は基本的にスチールロールの保証面に対して記録しますが、両面の品質記録に対しては大きな困難があります。仮に品質に対してクレームが発生した場合、品質カードは人為的な要素による影響を受けるため、スチールロールの品質状況について客観的に反映することができず、顧客の信用を得ることができずに、さらに多くの争議が生じてしまいます。
現在、スチールロールの品質向上のポイントは表面に欠陥があるか否かの問題です。特にスチールロール製品は建築材料や情報機器用品、家具、運輸工業などに応用されていて、これらの製品は外観の品質に対して厳しい要求があります。現在スチールロールメーカーの現況分析によると、二級品または欠陥品の認定が80%以上あり、主にひっかき傷、汚れ、酸洗浄不足、挟み傷、ローラー痕、油汚れなど外観欠陥の問題で生じています。これらから、スチールロールの外観品質向上は圧延スチールの市場競争力向上に対して非常に重要であることが分かります。
グローバル化市場で競争する場合、企業の競争力優劣は低廉な価格のほかに、確かな製品品質も重要な要素です。現代化生産の需要を満足させるため、自動化検査システムはスピーディ且つ正確に欠陥の所在が検出でき、一系列の自動化作業の下での分類、除去、記録により、冶金テープスチールの生産管理者に製品表面の品質状態を全面的に掌握させます。そして高良品率、高効率の生産能力が企業の競争力をさらに大きく前進させます。
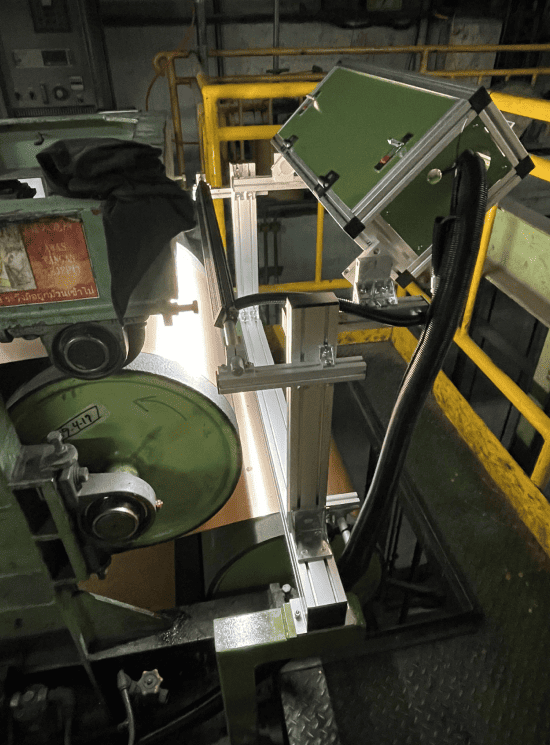
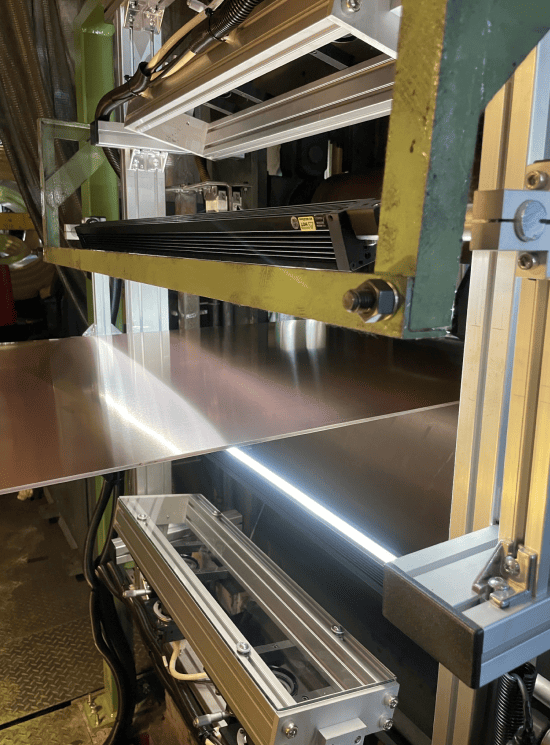
スチールロール工業の表面外観検査測定
蚊、気泡、ピンポール、へこみ、汚染、たがね痕、ひっかき傷、ローラー痕、亜鉛かすなど
収益を増加させるため、高解析度のライナーCCDで高速動態ロール巻取り製造工程を検査測定します
ライン速度は最高で1000m/minに達します
異常映像の表示、及びスピーカー音または自動ラベル貼付で警報します
100㎛
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
